New machines
FERMAT HORIZONTAL BORING AND MILLING MACHINES.


Lucas is offering new horizontal boring and milling machines from FERMAT
DOWNLOAD CATALOGUE Get offer within 24 hours
FERMAT HORIZONTAL BORING AND MILLING MACHINES.

FERMAT - LUCAS - NATCO - CARLTON - TOS - SKODA - KOVOSVIT

MACHINES ON STOCK OR WITH SHORT DELIVERY TIME

WIDE RANGE OF METAL-CUTTING AND FORMING MACHINES

FULLY CNC CONTROLLED CYLINDRICAL GRINDERS

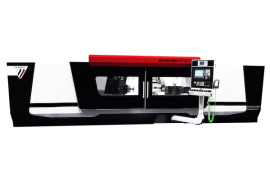
Horizontal table-type boring machines with cross table movement are designed for mach...

Horizontal floor-type machines with cross traveling column are designed for machining...

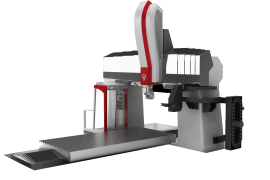
Horizontal Machining Centers with high performance milling heads for a wide range of ...
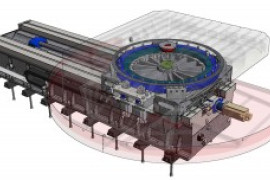
Bridge/Gantry-type machines with movable gantry or table, and with a wide range of a...

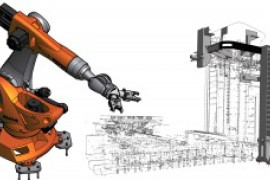
Wide range of manual and automatic milling heads, right angle milling heads and facin...
Fermat is a producer of high-precision, fully CNC controlled cylindrical grinders tha...

...
...
...

...
...
The Lucas name has been synonymous with excellence in horizontal boring mills since our first machine was built in 1901. Today, Lucas Precision continues our long standing commitment to excellence by offering the most advanced rebuilding, remanufacturing and retrofitting of horizontal boring mills in the machine tool industry. Lucas is pleased to announce that we have been acquired by the Fermat Group located in the Czech Republic.
Lucas, a Fermat Group company, will continue to supply spare parts, service, rebuilding and retrofitting of the Lucas, Carlton and Natco product lines. "From the very beginning, Lucas has provided quality service as a horizontal boring mill specialist. We focused on the quality of our products while maintaining unparalleled status in their field. While keeping up with the latest innovations in technology, we have managed to be steadfast and loyal to traditions for 89 proud years of manufacturing."




